3Dプリンターで作る造形物はスライサーなどの設定次第で大きくクオリティーが左右されます。Curaをはじめとするスライサーソフトは設定項目が多々あり、色々いじっているうちに造形がうまくいかなくなってしまった・・・なんてことも。この記事では、造形物の上部に謎の隙間が生まれてしまったり、造形の一部だけが崩壊してしまうようなトラブルが発生したときに確認したいスライサーの設定項目をご紹介します。
トラブル
PLA樹脂で小物を作成したところ、造形に失敗してしまいました。

スライサーの設定を少しずつ変えて、左から1回目・2回目・3回目に印刷したものが並んでいます。③のみが造形に成功しています。
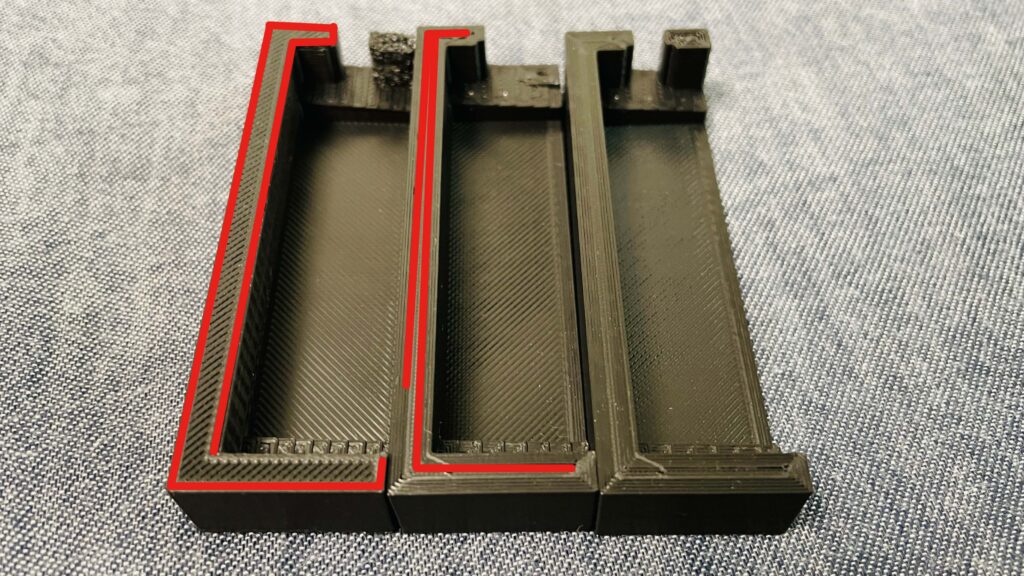
見てみると、画像のように①と②の赤ラインを引いたところに隙間ができてしまっていることが分かります。
①の造形失敗を受けてスライスソフトの設定で「壁の厚さ」のみを分厚くして印刷してみたものが②となっていますが、トラブルとは関係がなかったため、見事に失敗しています。
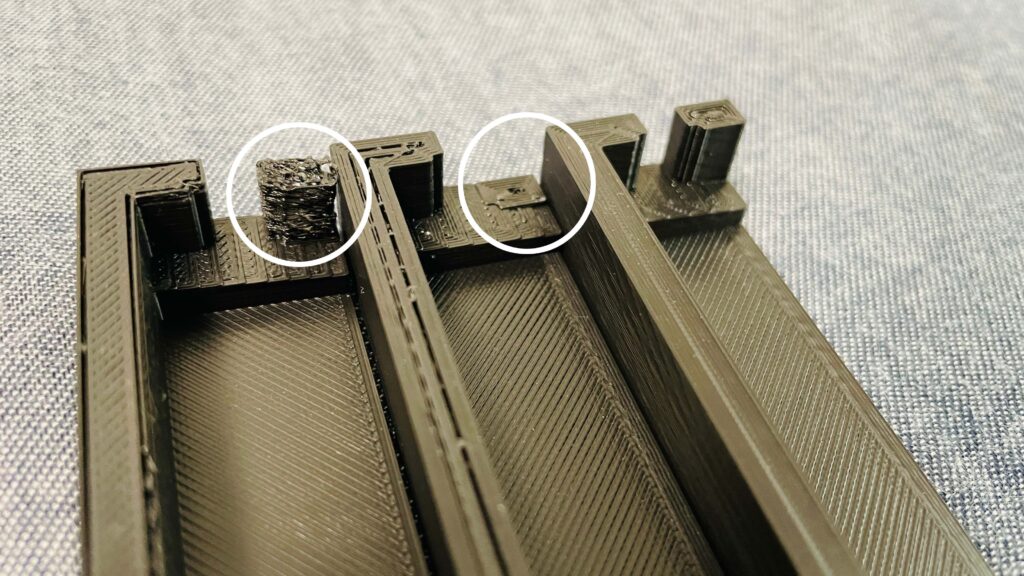
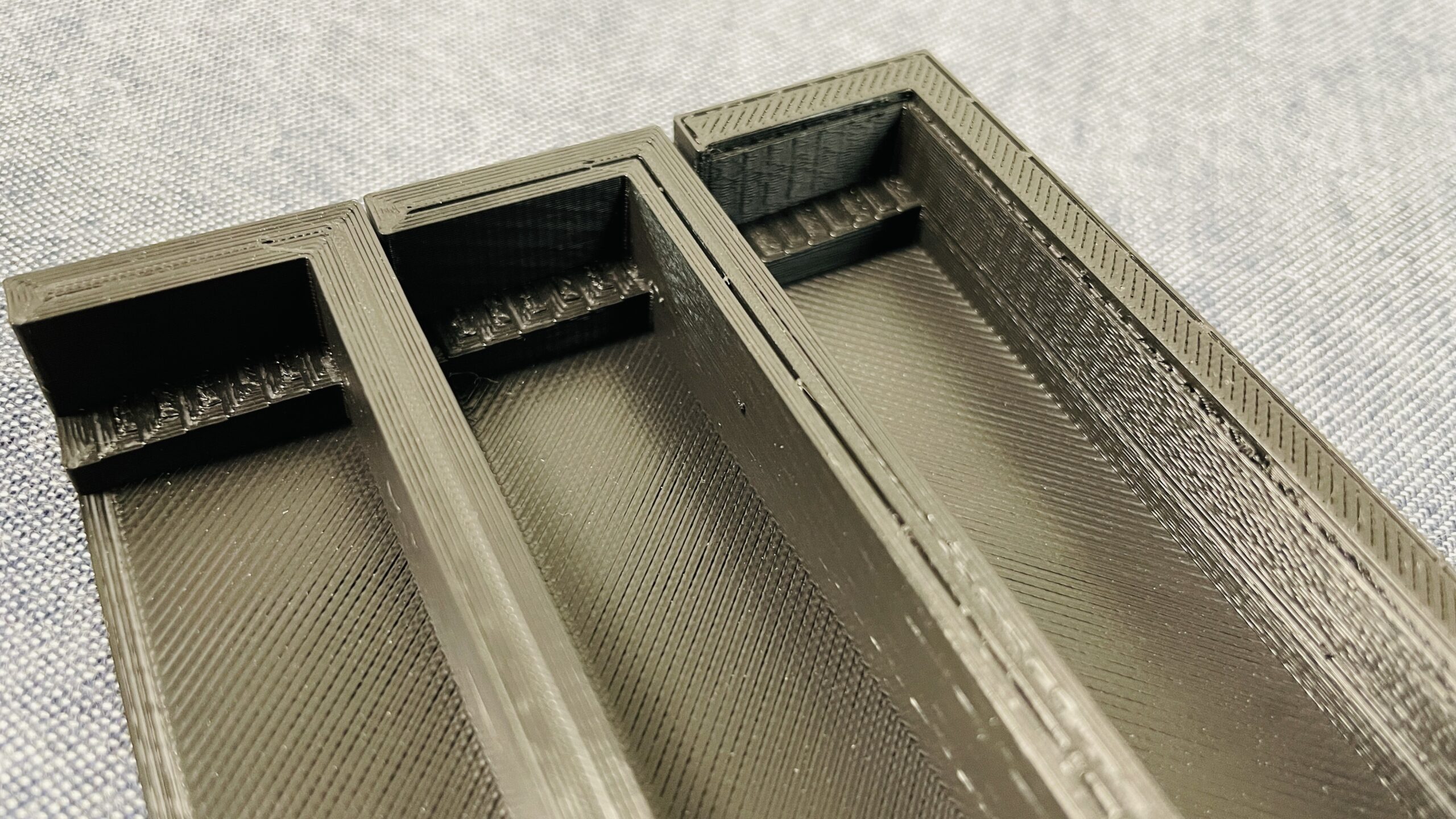
さらに、細かい造形部分も①はスカスカになり完全に崩壊しています。②は造形不良で折れて、どこかへいってしまいました。③のみしっかり印刷されています。
解決法:「引き戻し距離」を適切に設定しよう
これらのトラブルの原因は、スライスソフトの「引き戻し距離」が長すぎることです。「引き戻し距離」は3Dプリンターの造形途中にノズルからフィラメントが垂れることによる「糸引き」の問題を解決するために有効な設定ですが、引き戻し過ぎることによって正しく積層されていたはずの未定着のフィラメントまで引っ張ってしまって、造形がうまくいかなくなっていたようです。
筆者の環境(Elegoo Neptune2/PLA樹脂使用)では、
画像の①と②については引き戻し距離を10mmで印刷して失敗
画像③については引き戻し距離5mmで印刷して成功
という結論に至りました。
スライスソフトのCuraでは、デフォルトの引き戻し距離は5mmに設定されていると思いますが、ABS樹脂の場合などでは糸引きがひどく、筆者がどこかのタイミングで10mmに設定しなおしていたようです。
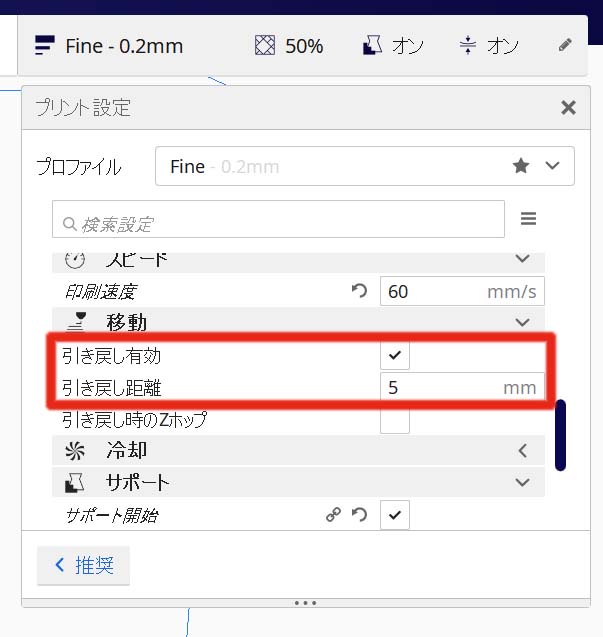
では、Curaでの引き戻し設定方法を紹介します。Curaを起動して、「プリント設定」の「移動」の項目で、「引き戻し距離」を変更します。筆者の環境ではPLA樹脂で5mmが最適でした。
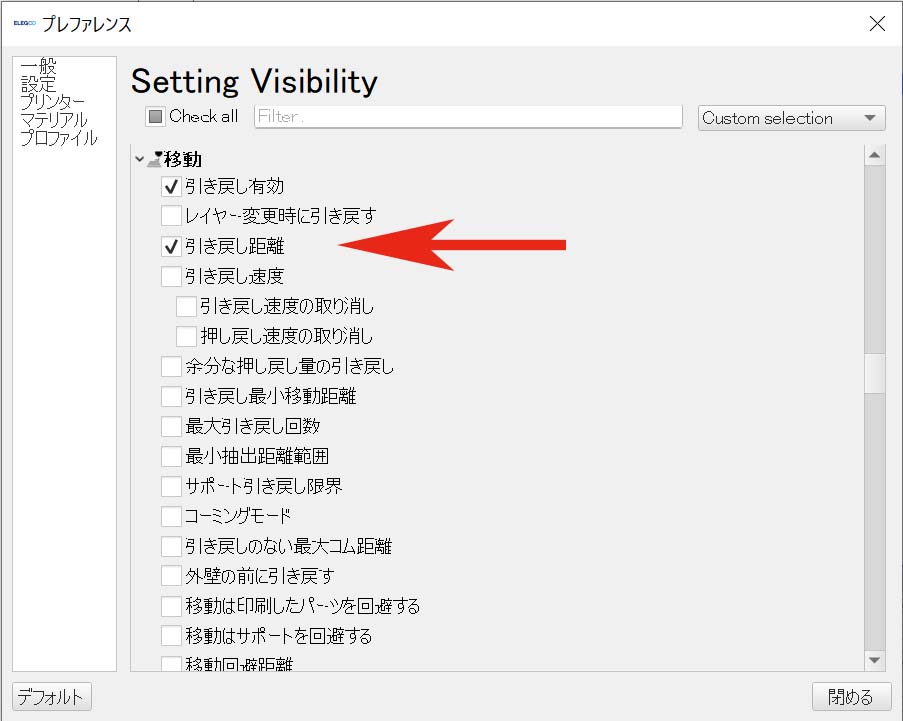
もし「引き戻し距離」の項目が見つからない場合は、「移動」の項目にカーソルを合わせて出てきた、歯車をクリックして、「プリファレンス」を表示。「引き戻し距離」のチェックボックスにチェックを入れることで設定項目が表示されます。
樹脂によって、もしくは3Dプリンターの機種によって適切な引き戻し距離は変化しますので、似たようなトラブルが発生した場合は「引き戻し距離」を変更してみて印刷してみるのも良いかもしれません。